در صنایع ساخت و ساز

پروفیل چیست و کاربردهای آن کدام است؟ مصالح مختلف فراوانی به کار میرود. یکی از پرکاربردترین مصالح در این بخش از صنعت، انواع مصالح فلزی هستند.
با توجه به جنس و شرایط ویژهای که دارند، برای استفاده در بخش خاصی در صنعت ساختمان سازی مورد استفاده قرار میگیرند.
در ساختمان سازی کاربردهای متنوع و فراوانی دارد
در قسمتهای مختلف ساخت و ساز
به خوبی میتوان از آنها استفاده کرد
پروفیلهای آلومینیومی هستند.
قصد داریم درباره مفهوم کلی پروفیلها و انواع آنها، کاربرد پروفیلها و پروفیل زاهیت صحبت کنیم.
مفهوم کلی پروفیل چیست؟
بمعنای ثابت بودن یک مقطع در طولی مشخص که این لغت Profile در زبان لاتین، به تجهیزاتی گفته میشود.
که در ساخت درب، پنجره، لوله یا نمای ساختمان از آنها استفاده میشود.
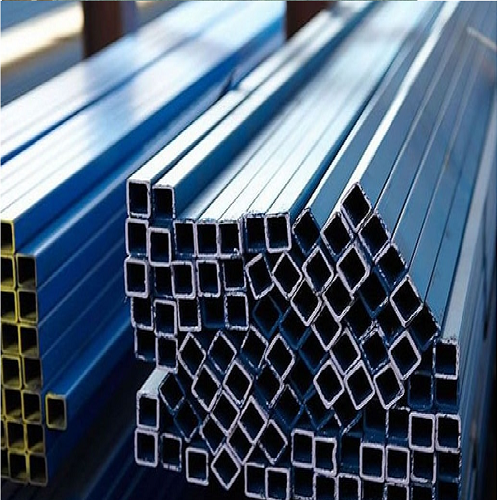
مثلا پروفیل آلومینیومی، برای ساخت قاب پنجرهها مورد استفاده قرار میگیرد. به طور کلی در صنعت ساخت و ساز و در مبحث تخصصی تعریف پروفیل، باید گفت، که دو نوع پروفیل باز و بسته وجود دارد.
انواع بازآن در ابعاد و ضخامتهای متنوع تولید میشود .
در صنایع ساختمان سازی به عنوان مصالح مصرفی برای :
ساخت تسمه، تیرآهن، میلگرد، نبشی، ناودانی، هاش و چهارپهلو کاربرد دارد.
که به پروفیلهای باز با سطح مقطع Z معروف هستند و در ساخت و سازهای بزرگتر مورد استفاده قرار میگیرند.
از کاربردهای پروفیلهای باز با سطح مقطع Z میتوان به ساخت سقف سالنهایی بزرگی مانند سولهها، سالنهای ورزشی، انبارها و پارکینگهای عمومی اشاره کرد.
نوع دیگر آن یعنی نوع بسته نیز، در تولید لوله، قوطی، پروفیل درب و پنجره، پروفیل پی وی سی ونوع کرکره برقی کاربرد دارند.

پروفیل چگونه تولید میشود؟
حتما این سوال برای شما پیش میآید، که کارخانههای تولید پروفیل، آن را چگونه تولید میکنند.
کاربیشتر کارخانجات لوله و پروفیل
در واقع تبدیل ورقهای فولادی یا همان کلاف به روش نورد سرد به محصول نهایی با شکلها و ابعاد مختلف است.
در حقیقت میتوان گفت، که پروفیلهای باز یا بسته، پس از گذراندن فرآیندی مشخص تولید میشوند. این فرآیند شامل مراحل مختلفی است، که در ادامه به طور کامل توضیح میدهیم.
مرحله اول: تامین مواد اولیه
امروزه قسمت عمده مواد اولیه مصرفی که مربوط به تولید پروفیل در اکثر کارخانجات ایرانی هستند، از طریق فولاد مبارکه و قسمتی نیز از کشورهای آسیای میانه، برزیل، اروپا و اروپای شرقی تهیه میشوند.
ورق مصرفی جهت تولید پروفیل، باید ترکیبات شیمیایی خاصی داشته و از خواص مکانیکی مناسبی برخوردار باشد، تا در هنگام تولید برای سازنده و در نهایت برای مصرف کننده مشکلی ایجاد نکند.
ورق مصرفی با استاندارد ST37.2 یا JIS G 3131 یا G 3132 دارای ترکیبات شیمیایی مشخصی شامل سیلیس با ۰/۳۵، کربن با ۰/۳ تا ۰/۱، گوگرد ۰/۰۴، فسفر ۰/۰۴، منگنز ۰/۵ بوده و برای تولید پروفیلها پیشنهاد و مورد مصرف است. البته این استاندارد ممکن است، در مواقع خاص تغییر کند.
ورقهای فولادی پس از ورود به کارخانه توزین و با توجه به مشخصات ابعادی و مصرف آنها در قسمتهای مختلف، انبار شده تا وارد پروسه تولید شوند.
مرحله دوم: برش کلاف به شکل نوار
کلاف های خریداری شده در دستگاههای برش به نوارهایی با عرض مشخص بریده میشوند.
این دستگاهها با توجه به سفارش و نحوه بهره برداری
دارای قسمتهای مختلف میباشند و بر همین اساس بعضی از آنها تمام اتوماتیک و برخی دیگر نیمه اتوماتیک هستند.
قسمتهای ذخیره کلاف
میز حمل
ضربگیر
کلاف گیر
بازکن طوقههای کلاف
کنترل کننده کناره برای بهتر تنظیم شدن
صاف کن ورق
Guillotine and sheet guide pulleys
تغذیه ورق
بخش اصلی برش
جداکن نواربرش
نگهدارنده نوارها و نهایتاً نوار جمع کن است.
کلاف دارای حرکت گردشی میچرخد و پس از بازشدن طوقها سر ورق زیر غلتکهای صاف کن هدایت میشود.
این اتفاق باعث صاف و تخت شدن ورق میشود.
توسط گیوتین سر ورقها بریده میشود، تا برای جوشکاری در قسمتهای بعدی اشکالی وجود نداشته باشد.
آن گاه ورق توسط غلتکهای تغذیه به طرف دو عدد شافت اصلی که دارای محرک هستند حرکت میکنند.
shafts اصلی تیغههایی از فولاد وجود دارد.
عملیات حرارتی بر روی آنها انجام میشود
سختی آنها به بین ۵۹ تا ۶۱ راکول رسیده است.
فواصل آنها متناسب با عرض نوارهای تنظیم شود
در اثر عبور ورق از بین تیغهها عمل برش انجام میشود.
حرکت ورقها یا در اصل همان نوارها به سمت جلو ادامه دارد و به منظور این که نوارهای بریده شده به طور دقیق رو به جلو هدایت شوند، از دو عدد شافت جدا کننده عبور داده میشود، که برروی آنها تیغههای کوچکی مستقر شده است و در نهایت سر اولیه نوارها بریده میشود و در گیره مخصوصی که در داخل نوار جمع کن قرار دارد، درگیر میشود.
قطر نوار جمع کن، توسط سیستم هیدرولیک چند سانتیمتر باز میشود.
این عمل از یک طرف باعث جمع شدن دو لبه گیره و گرفتن سر نوارها شده و از طرفی در پایان زمان تخلیه نوارها، با عمل جمع شدن نوارگیر، داخلیترین لایه ورقها جدا شده و به سهولت میتوان نوارها را توسط میز متحرک و صفحهای که در جهت محور اصلی حرکت میکند به خارج هدایت کرد.
کشیده شدن ورق توسط نوار جمع کن تا تمام شدن کل طول کلاف انجام میشود. در نهایت نوارها دسته بندی و به قسمتهای مختلف خطوط تولید انتقال پیدا میکنند.
مرحله سوم: تولید لوله و پروفیل
قوطی و پروفیل را میتوان به دو طریق مستقیم و غیرمستقیم تولید کرد. روش انتخابی بستگی به امکانات ماشینی از نظر طراحی دارد. معمولاً پروفیل باز به روش مستقیم تولید میشود.
دستگاههای تولید :
قسمتهای تغذیه نوار
گیوتین
قسمت جوش سر و ته نوار
انباره
فرمینگ که از دو قسمت شکل دهنده اولیه و شکل دهنده نهایی تشکیل شدهاند.
جوش دو لبه
برآده برداری
سردکن
سایزینگ با تعداد ۴ تا ۶ دروازه
خمش و پیچش گیر
برش یا اره اتوماتیک
شتاب دهنده
در نهایت میز تخلیه است.
قسمتهای نام برده شده با کمی تغییر از نظر تعداد و اندازه، ساخته خواهد شد.
از شکل دادن به ورق در حال عبور از بین دو قالب بالا و پایین در حال چرخش
دروازههای مختلف تا تولید محصول نهایی باید به روش سرد انجام شود.



{kind=link}
بدون دیدگاه